



Las vibraciones sin control crean muchos problemas en las operaciones de mecanizado. Las distintas fuerzas del proceso de corte causan vibraciones y temblores en las herramientas que degradan la calidad de la superficie de la pieza, desgastan o rompen rápidamente las herramientas de corte y causan averías en los componentes de las herramientas de la máquina. En contraposición a esto, el control de vibraciones pasivo/dinámico resulta ser una solución eficaz que abordaremos con detalle en este artículo.
Las pautas del diseño del producto también pueden causar vibraciones. Para aumentar la resistencia del producto y reducir los costes de montaje, los fabricantes producen cada vez más piezas a partir de piezas monolíticas. La producción de las características internas de las piezas necesita herramientas que alcancen las cavidades profundas, y el aumento de la longitud de la herramienta aumenta también la vibración. La reducción de los parámetros de corte para minimizar la vibración reduce la productividad y aumenta los costes de fabricación.

Entre los primeros de los diferentes enfoques de control de vibraciones se encuentran los sistemas pasivos/dinámicos que utilizan conceptos de amortiguadores de masa sintonizada para absorber la vibración antes de que esta aumente y afecte al proceso de la máquina.
La vibración es un problema común
Todos los sectores de la industria reconocen que el exceso de vibración supone una condición destructiva. El funcionamiento repetitivo o las fuerzas externas causan un movimiento simultáneo que puede resonar en la máquina, edificio o puente hasta alcanzar una magnitud peligrosa. Los fabricantes y constructores suelen utilizar conceptos de amortiguadores de masa sintonizados para hacer frente a la vibración. Esta absorción se crea con un componente suspendido dentro de una máquina o estructura; se diseña para que resuene a destiempo con la vibración no deseada, absorba su energía y minimice el movimiento provocado por la vibración.
La vibración en el mecanizado
En el mecanizado, la vibración se genera con el cambio de fuerzas que ocurre cuando se generan virutas. Se pueden ver las fuerzas intermitentes durante el proceso de corte interrumpido del fresado y también en las operaciones de torneado cuando el soporte se carga y descarga periódicamente durante la formación y rotura de virutas.
Un enfoque pasivo del control de vibración en el mecanizado implica que se maximice la rigidez de los elementos del sistema de la máquina. Para restringir el movimiento no deseado, se puede construir una herramienta mecánica con elementos estructurales rígidos, más grandes, más pesados y rellenos de cemento u otro material que absorba las vibraciones. Desde la perspectiva de la pieza con la que se trabaja, las piezas con paredes delgadas y las que tienen secciones sin soporte tienden a vibrar durante el mecanizado. Hasta cierto grado, se pueden volver a diseñar las piezas para mejorar la rigidez. Sin embargo, tales cambios de diseño pueden añadir peso y afectar al rendimiento del producto.
Para las herramientas de corte, un enfoque pasivo del control de la vibración incluye el uso de herramientas cortas y rígidas, y la sustitución de portaherramientas de acero por otros de metal duro enterizos.
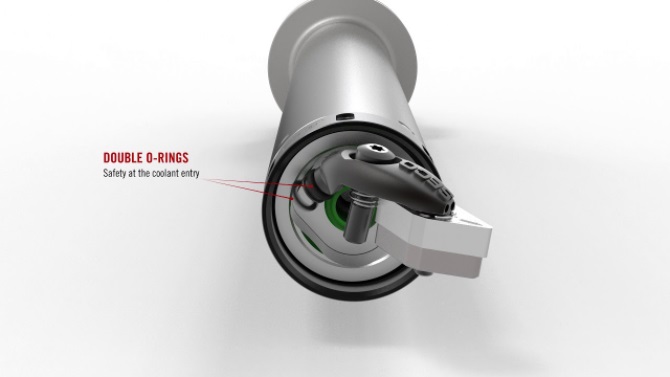
Un enfoque pasivo/dinámico del control de la vibración para las herramientas implica el uso de un concepto de absorción con masa sintonizada. El sistema Steadyline de Seco incluye una absorción de vibración sintonizada previamente que consiste en una masa de absorción de un material de alta densidad (para minimizar sus dimensiones generales); se suspende dentro de la barra del portaherramientas a través de elementos radiales de absorción. La masa de amortiguación absorbe la vibración inmediatamente cuando se transmite desde la herramienta de corte hasta el cuerpo de la barra.
Herramienta convencional: la vibración se extiende a lo largo del husillo de la máquina
Herramienta de absorción de vibración pasiva/dinámica: el amortiguador de vibración absorbe la vibración antes de que se distribuya

El sistema Steadyline permite que se realicen operaciones con gran voladizo el doble de rápido que con herramientas sin absorción, a la vez que se mejora el acabado superficial de la pieza, se aumenta la vida útil de la herramienta y se reduce la tensión de la herramienta de la máquina. La tecnología de absorción de vibraciones pasiva/dinámica ayuda a que se realicen ciertas aplicaciones, como el uso de las longitudes de las herramientas de hasta diez veces el diámetro, algo que no sería posible incluso con los parámetros mínimos de mecanizado.

Principios operativos pasivos/dinámicos
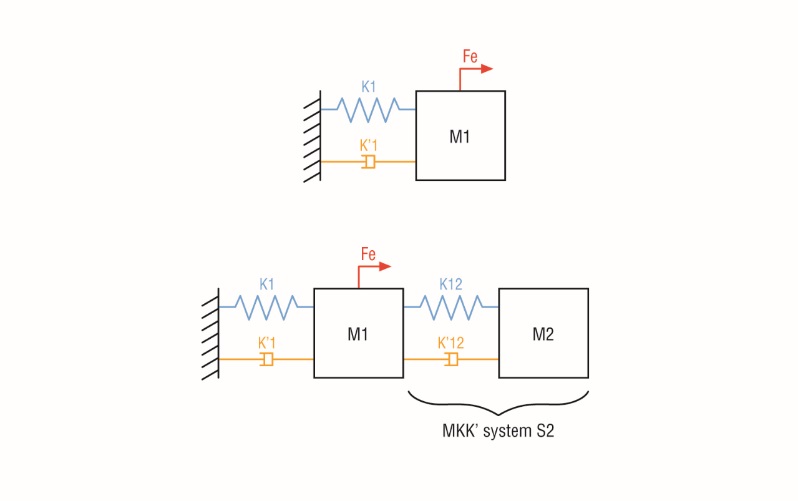
Las figuras 1 y 2 muestran los principios de funcionamiento del sistema de control de vibración pasivo/dinámico Steadyline. En la figura 1, las propiedades relacionadas con la vibración de los soportes monobloc convencionales son su masa (M1), su rigidez (K1) y sus características inherentes de absorción(K’1). Las propiedades se agrupan para dar lugar al sistema MKK’. En el funcionamiento, una fuerza de corte Fe aplica movimiento (vibración) al soporte.
La implementación de un sistema Steadyline (figura 2) añade las propiedades de un segundo sistema MKK´, que consiste en una masa M2, una rigidez K12, y una densidad K’12. El sistema MKK’ S2 se diseñó para incluir la misma frecuencia inherente del sistema MKK’ original de forma que resuene a destiempo con la vibración no deseada, con lo que absorbe su energía y amortigua el movimiento de vibración.
En el sistema Steadyline, la masa de absorción de vibraciones se coloca en la parte frontal de la barra, donde el potencial de desviación es mayor y la masa puede absorber la vibración inmediatamente cuando se transmite desde el filo de corte al cuerpo del soporte. El sistema Steadyline también ensambla cabezas de mandrinar con fijación tipo GL cortas y compactas que aproximan el filo de corte a la masa de absorción para maximizar el efecto de absorción de vibraciones. El sistema se adapta a una amplia gama de aplicaciones y es particularmente útil para el fresado (contorneado, cajeado y ranurado), torneado y tanto para operaciones de mandrinado en desbaste y en acabado.
Comparación de aplicaciones
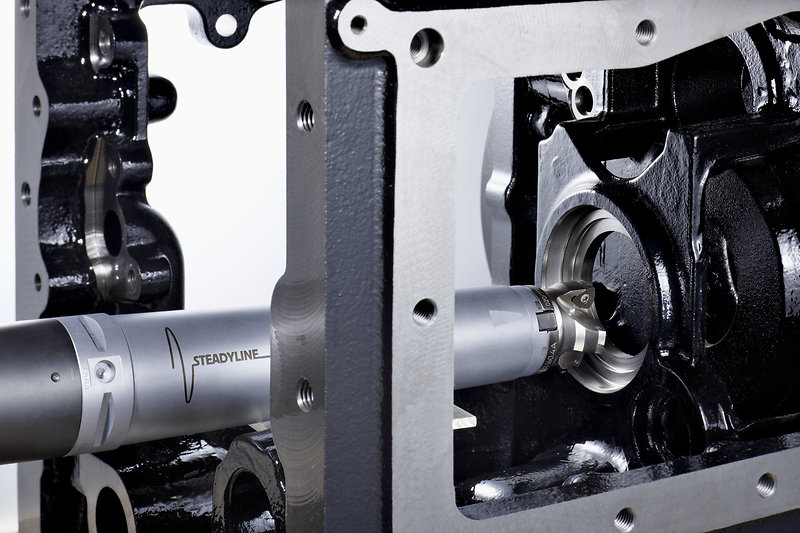
Se pudo ver un buen ejemplo de la eficacia del sistema Steadyline durante una operación de mandrinado difícil en acero 42CrMo4. En ella, se amplió un diámetro interior de 105,8 mm a uno de 129 mm con cinco pasadas de desbaste con una profundidad de 3 mm que se redujo hasta una profundidad de 0 mm. La longitud del corte inicial fue de 600 mm con un soporte de 80 mm de diámetro, lo que representaba una proporción de longitud a diámetro de la herramienta de 7,5. Se consiguió el desbaste con un avance de 0,3 mm/rev y con una velocidad de corte de 157 m/min. Se mecanizó en acabado con un diámetro final de 130 mm con una profundidad de corte de 0,5 mm, con un avance de 0,2 mm/rev y una velocidad de corte de 200 m/min. El tiempo de mecanizado en la operación se redujo de 12 a 2 horas (más del 80 %) con el uso del sistema de control de vibración pasivo/dinámico Steadyline.
Para demostrar las ventajas del sistema Steadyline en una operación de contorneado, se utilizó un soporte portafresas sin un control de vibraciones pasivo/dinámico en un acero 1.1206 CK50 con una fresa cuyo diámetro era de 20 mm con una velocidad de corte de 312 m/min, un avance 0,3 mm/diente y una profundidad de corte de 0,9 mm. Cuando se utilizó una versión de la misma herramienta con el sistema Steadyline y con la misma velocidad de corte y avance, se pudo aumentar la profundidad de corte hasta 2,2 mm (un aumento de 2,3 veces) sin vibraciones no deseadas.
Conclusión
Los principales candidatos para el uso de los sistemas de control de vibraciones pasivo/dinámico son los fabricantes del sector Oil&Gas, generación de energía y aeronáutica. Estos sectores industriales suelen trabajar con piezas complejas y grandes con características que suelen necesitar el uso de herramientas de gran longitud. Además, dichas partes suelen estar hechas de aleaciones duras difíciles de mecanizar y que causan fuerzas de corte elevadas que provocan vibraciones. Sin embargo, es evidente que casi cualquier fabricante se enfrenta a aplicaciones en las que las propiedades de absorción de vibraciones de las herramientas Steadyline pueden extender sus capacidades, mejorar la productividad y reducir los costes.
Soporte lateral
Componentes, montaje y consideraciones de aplicación de Steadyline
Detalles de los componentes
El sistema de control de vibración pasivo/dinámico Steadyline incorpora una selección completa de herramientas para aplicaciones de fresado, torneado y mandrinado que se pueden montar para cumplir con una amplia variedad de requisitos de fabricación.

El sistema de herramientas de torneado se puede utilizar para el torneado y el mandrinado; incluye
7 diámetros de mango con tamaños 32 mm, 40 mm, 50 mm, 60 mm y 80 mm, además de tamaños de 2,5″ y 3,0″. Hay disponibles tres longitudes de soporte (6xD, 8xD y 10xD) para cada diámetro con diferentes conexiones laterales de máquina. Incluyen mangos cilíndricos para medidas de 32 mm a 80 mm y de 1,25″ a 3″, además de amarre Seco-Capto y HSK-T/A.
Los soportes con diámetros de 50 mm o menos tienen una compatibilidad directa con cabezas con amarre tipo GL compactas, cuya conexión poligonal es totalmente precisa y fácil de usar.
Los soportes con diámetros de 60 mm o más incluyen conexiones tipo BA que se fijan con cuatro tornillos Graflex y con las que se consigue un posicionamiento de entre 0° y 180°. Estos soportes más largos se pueden utilizar para el torneado con adaptadores tipo BA a GL y con cabezas de herramienta de corte GL50 compactas, así como para el mandrinado con cabezas de mandrinar tipo BA disponibles como herramientas a medida.
Las cabezas tipo GL se utilizan en aplicaciones de mandrinado en desbaste o en acabado, así como para aplicaciones de torneado con versiones de corte de mano izquierda o mano derecha. Se incluyen plaquitas negativas para el desbaste y plaquitas positivas para el acabado, además de plaquitas para roscado, ranurado y tronzado.
Además de una amplia selección de herramientas estándar, Seco también ofrece soluciones a medida como soportes con varios filos de corte y soportes largos de más de dos metros para aplicaciones especiales.
Conexión tipo GL

Conexión tipo BA

Para el fresado, hay disponibles configuraciones de control de vibración Steadyline con fresas Combimaster intercambiables para diámetros desde 20 mm a 40 mm y soportes portafresas para fresas de 40 mm a 160 mm de diámetro. Tanto las versiones Combimaster como los portafresas son adecuados para el escuadrado, copiado, acabado, planeado y fresado axial que se puede realizar con varios tipos de plaquitas; también se puede hacer contorneado y rampeado con interpolación helicoidal. Los soportes con cuerpo cilíndrico cónico consiguen una estabilidad estática y dinámica elevadas en aplicaciones de fresado pesado. Hay disponibles amarres de máquina Seco-Capto, HSK-A, BT, CAT y DIN (incluyendo una versión Tafer-Face) para soportes de fresado.
Las herramientas a medida para aplicaciones de fresado también pueden incluir componentes especiales como sujeciones mediante fijación térmica y pinzas especiales.
Directrices de montaje de herramientas
Las herramientas Steadyline son esencialmente plug-and-play: se puede usar el sistema de absorción integrado sin ninguna preparación adicional. Para conseguir los mejores resultados, se tienen que colocar los soportes directamente en la máquina sin extensiones o reducciones intermedias. Cuando coloque las herramientas en una máquina, recomendamos el sistema Seco-Capto por su contacto simultáneo y rígido con el cono y la cara de apoyo; además, tiene una resistencia a la flexión elevada, lo que maximiza el posicionamiento preciso del filo de corte. Si no puede utilizar Seco-Capto, se tienen que embridar los soportes cilíndricos en un soporte dividido y amarrarlas a 4xD, que se marca con la segunda línea del soporte.
Consejos de aplicación
Hay consideraciones de aplicación para las herramientas Steadyline. Cuando se sustituye directamente un soporte convencional con una unidad Steadyline pasiva/dinámica, puede que haga falta aumentar las condiciones de corte para generar las vibraciones necesarias que activan completamente la respuesta de absorción del sistema. Además, puede que el soporte se doble pero no vibre con voladizos largos, con lo que se crea un diámetro más pequeño que el deseado. Si se divide la operación en tres cortes menores, se debería eliminar la flexión y producir el diámetro deseado. Es fundamental tener en cuenta que el diámetro de mecanizado mínimo tiene que ser lo suficientemente grande en relación con el diámetro del soporte para permitir una evacuación correcta de virutas. Es importante tener en cuenta la evacuación de virutas, sobre todo para agujeros pequeños y profundos. Se recomienda el uso de refrigeración para ayudar en la evacuación de virutas y para minimizar la transferencia de calor hacia el soporte, que es sensible a la temperatura.
Sobre la compañía
Con sede en Fagersta (Suecia) y presencia en más de 75 países Seco Tools es proveedor y líder mundial de soluciones de mecanizado para fresado, torneado, taladrado, escariado, mandrinado, roscado y soportes y útiles. Durante más de 80 años, la empresa ha proporcionado los sistemas, procesos y servicios de asistencia de los que se han valido los diferentes fabricantes para obtener la máxima rentabilidad y productividad. Para obtener más información sobre cómo los productos innovadores y los servicios de expertos han llevado el éxito a fabricantes de todos los sectores industriales, visite www.secotools.com
[ezcol_1third]Seco Tools España[/ezcol_1third] [ezcol_2third_end]Atención al cliente[/ezcol_2third_end][ezcol_1third]C/Energía nº 44 (Pol. Ind. Famades)
08940 Cornellá de Llobregat (Barcelona)[/ezcol_1third] [ezcol_2third_end]Teléfono: (+34) 609 373 982
customer.service.es@secotools.com[/ezcol_2third_end]
Nuevos soportes Steadyline de Seco Tools para trabajos de gran diámetro




